







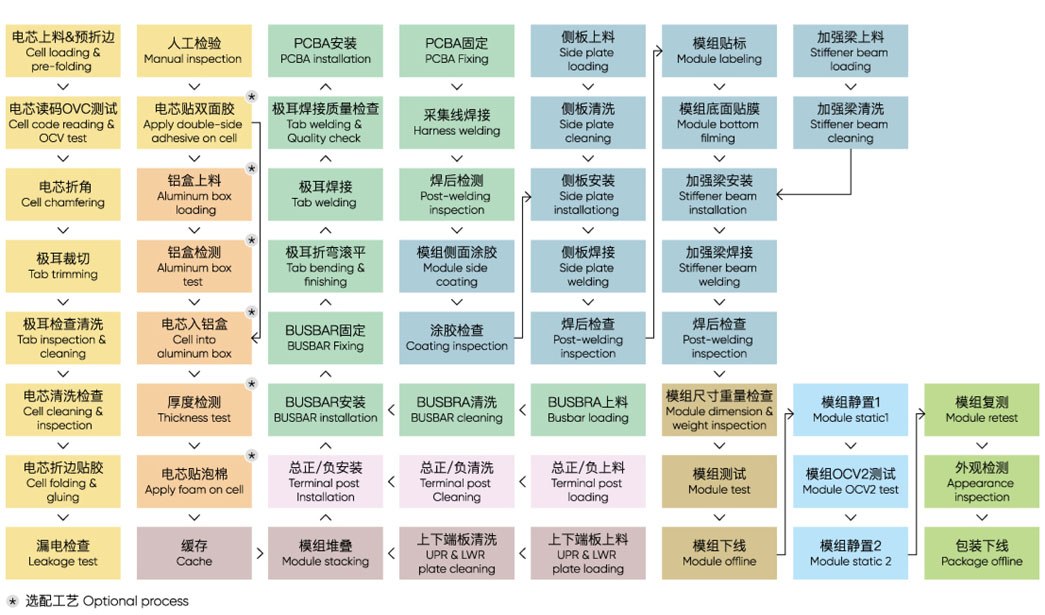
软包电池自动化装配线,包括电芯处理(上料、检测、极耳裁切/折弯/检查/清洗、贴胶、贴泡沫等)、电芯堆叠(电芯配组、电芯缓存、极性检查等)、极耳焊接(汇流排安装、极耳焊接、FPC安装、FPC焊接、焊后检查等)、模组装配(模组涂胶、端侧板安装焊接、上下盖安装焊接、焊后检测等)、模组测试下线(EOL测试、容量测试、尺寸检查、模组静置、模组下线等)等生产流程,主要包括测试、涂胶、焊接等工艺。
1、产能:单条产线电芯处理能力10~30PPM,根据节拍定制合适的方案。
2、高自动化率:产线广泛使用标准机器人,可集成AGV自动上下料。
3、高可靠性设计:机器人用于核心功能的实现,各个工位之间采用双工位伺服滑台设计,具有精度高、换型容易等特点,结合缓存工位,可以吸收全线的产品波动从而提高生产弹性。焊接站采用进口设备,确保焊接质量。
4、产线柔性设计:上/下一道工序出现异常的情况下,可以人工将产品自移栽平台放入/取出,同时调试时可以大大缩短周期。产品工艺改变时,可以更换部份工站,实现工艺的切换。
5、稳定性设计:大量采用六轴标准工业机器人提高自动化水平和稳定性,诸如电芯分选、入壳等速度快且关键部位。
6、MES系统:MES数据管理系统贯穿整个工厂生产流程,牵引着整个生产过程的各个层面的管控,追溯生产工艺参数情况、质量状况、用料状况等精细化控制。

华数锦明微信公众号
地址:江苏省常州市武进高新技术产业开发区西湖路16号 电话:0512-6288 6809 邮箱:robot.sales@hj-robot.com
版权所有:常州华数锦明智能装备技术研究院有限公司 苏ICP备18008015号-1